Présentation des techniques et astuces pour réussir une soudure à tous les coups.
Catégories
Rechercher
Derniers messages
-
.jpg "Les Secrets d'une Soudure de qualité") Les Secrets d'une Soudure de qualitéRead more ...
Les Secrets d'une Soudure de qualitéRead more ... -
 Les Fondamentaux du SoudageRead more ...
Les Fondamentaux du SoudageRead more ...Le soudage est une compétence cruciale dans diverses industries, il permet de joindre différents matériaux par...
-
 Quels accessoires utilise le soudeur MIG ?Read more ...
Quels accessoires utilise le soudeur MIG ?Read more ...Nous savons par expérience que les soudeurs et leurs employeurs attachent également une grande importance à la...
-
 Les tungstènes MULTISTRIKE sont t'ils à la hauteur des tungstènes THORIUM aujourd'hui interdit à la vente ?Read more ...
Les tungstènes MULTISTRIKE sont t'ils à la hauteur des tungstènes THORIUM aujourd'hui interdit à la vente ?Read more ...L’utilisation accrue de techniques de soudage TIG mécanisées et entièrement automatisées a mis en évidence la demande...
-
 Le soudage manuel à l'électrode enrobéeRead more ...
Le soudage manuel à l'électrode enrobéeRead more ...Le soudage à l’électrode est aujourd’hui encore le procédé de soudage le plus employé. Un apport de chaleur intense...
Comment regler un poste TIG
RÉGLER SON POSTE TIG
Ce procédé de soudage permet d'obtenir d’excellents résultats, principalement sur tôles fines. C'est un procédé lent qui permet d'obtenir des soudures esthétiques et très résistantes. Il demande de l'habileté, de la précision et de la régularité au niveau du geste. Une bonne vision du bain de soudage est importante pour obtenir un bon résultat. Équipez vous d'une bonne cagoule (9 – 13), une loupe peut être nécessaire.
1- Les types de postes :
Il existe 2 types de postes TIG :
- A courant continu (DC) : ce sont les plus répandus. Ils permettent principalement de souder l'acier et l'inox.
- Courant continu et alternatif (AC/DC) : Ce poste TIG est plus cher à l'achat. Il permet de souder l'acier et l'inox en DC et l'aluminium en courant alternatif (AC).
2- les réglages du postes :
Certains de ces réglages n'existent pas sur tous les postes.
-
-
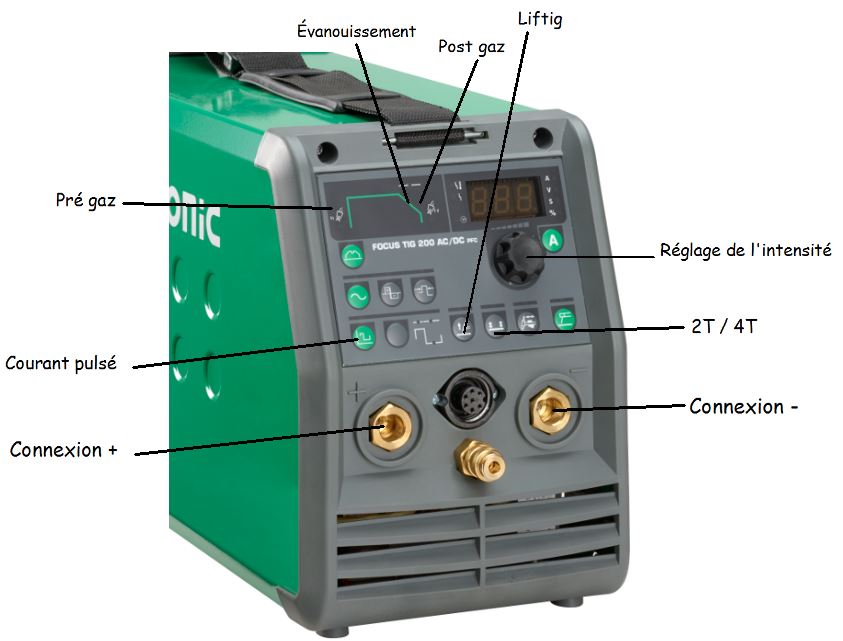
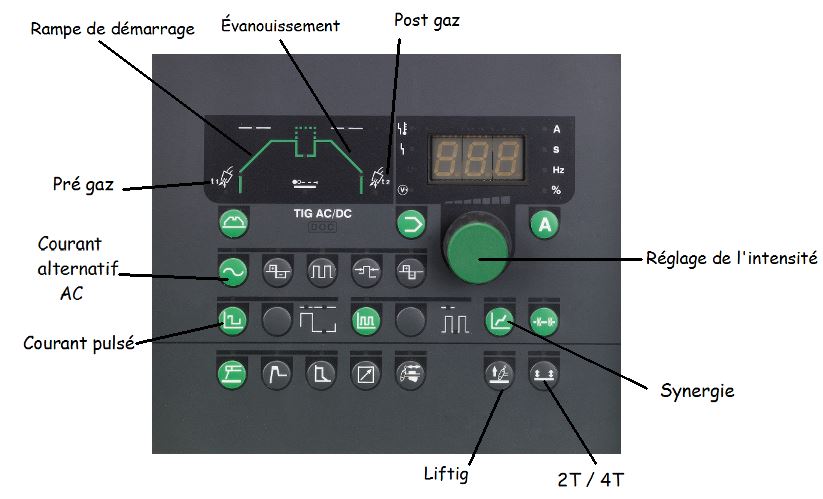
L'intensité : C'est le réglage le important. Elle variera en fonction de l'épaisseur de la pièce, de la nature du métal, de la chaleur de la pièce, de la vitesse de soudage …
-
-
Le pré gaz : Pour avoir une bonne protection de la soudure dès le départ, le gaz doit s’écouler quelques ms avant l'allumage de l'arc. Le pré gaz protège aussi l’électrode tungstène.
-
-
-
Le post gaz : Le bain de métal liquide ne se solidifie pas instantanément en fin de soudage. Il faut donc avoir une protection gazeuse pendant la solidification. Plus l'intensité est forte, plus le temps de post gaz sera long. Le post gaz protège aussi l’électrode tungstène.
-
La rampe de démarrage : Elle permet une montée progressive du courant en début de cordon.
-
L’évanouissement : En fin de cordon, l'intensité de soudage diminue progressivement. Il évite les défauts de soudages en fin de cordon.
-
L’auto maintient (2T/4T) : Il est souvent appelé 2 temps / 4 temps. La fonction 4 temps permet de garder l'arc allumé lorsqu'on relâche la gâchette.
-
Le courant pulsé : Il permet une meilleure maîtrise du bain de soudage. Il est principalement utilisé pour les tôles fines.
-
-
Synergie : Les paramètres de soudages sont réglables avec un seul bouton.
Les réglages annexes sont proposés par le poste.
-
Liftig : Il permet de désactiver l’amorçage haute fréquence. Le tungstène devra toucher la pièce pour que l'arc démarre.
-
...
-
3- Acier, acier inoxydable :
Le poste :
Il doit délivrer un courant continu (DC) lisse ou pulsé.
Les accessoires :
La torche doit être raccordée à la connexion "–" du poste. Le tungstène supporte environ 70A par mm (tungstène 1,6mm = 112A – tungstène 2,4mm = 168A)
La masse doit être raccordée à la connexion "+" du poste.
Le métal d'apport :
Il doit être de même nature que les tôles à souder. Le diamètre doit être adapté au type de soudure. Pour une soudure fine sur tôle fine, un diamètre 1 ou 1,6mm convient. Pour une soudure sur des tôles plus épaisses, un fil de diamètre plus important sera plus adapté.
Le gaz :
Le procédé TIG nécessite une protection gazeuse à l'argon (100%), gaz neutre.
L'intensité de soudage et le diamètre de l'électrode :

Il convient d'affiner ces réglages pour obtenir un résultat optimal. Plus l'intensité est élevée par rapport à l'épaisseur de la tôle, plus il faut avancer vite. Plus l'intensité est faible par rapport à l'épaisseur de la tôle, plus il faut avancer doucement.
4- Aluminium :
Le poste :
Il doit délivrer un courant alternatif (AC).
Les accessoires :
La torche doit être raccordée à la connexion "–" du poste. Le tungstène supporte environ 50A par mm (tungstène 1,6mm = 80A – tungstène 2,4mm = 120A)
La masse doit être raccordée à la connexion "+" du poste.
Le métal d'apport :
Il doit être de même nature que les tôles à souder. Le diamètre doit être adapté au type de soudure. Pour une soudure fine sur une tôle fine, un diamètre 1,6mm conviendra. Pour une soudure sur une tôle plus épaisse, un fil de diamètre plus important sera plus adapté.
Le gaz :
Le procédé TIG nécessite une protection gazeuse à l'argon (100%), gaz neutre.
L'intensité de soudage et le diamètre de l’électrode :

Il convient d'affiner ces réglages pour obtenir un résultat optimal. Plus l'intensité est élevée par rapport à l'épaisseur de la tôle, plus il faut avancer vite. Plus l'intensité est faible par rapport à l'épaisseur de la tôle, plus il faut avancer doucement.
Posté dans:
Soudage TIG
Produits correspondant
-

Poste TIG Migatronic Focus TIG 200 DC HP PFC
2 095,83 €Le Focus TIG 200 DC HP PFC convient particulièrement aus opérations de... -

Torche TIG 9 CLASSIC 4 mètres lamelle air
135,30 €Torche de soudage TIG de qualité avec consommables standards. Elle est... -

Loupe 105 x 50 mm, correction +2.00.
7,20 €Loupe 105 x 50 mm pour cagoule de soudage, correction +2.00.
Laissez un commentaire
Se connecter pour commenté